Vstřikování termoplastů, biologicky odbouratelné plasty - bioplasty, 3. část

Vstřikování směsí na bázi polyamidů
Obecně je možno o materiálech ze směsí na bázi polyamidů z částečně obnovitelných zdrojů, uvedených v předchozí části článku, prohlásit, že jejich vstřikovací proces je prakticky stejný jako u standardních polyamidů. V dalším textu uvedu některé odlišnosti a připomenu některé detaily:
- výrobní prostory používané při vstřikování uvedených biotermoplastů by se měly dát dobře větrat, což platí zejména při čištění plastikačních jednotek vstřikovacích strojů a systémů horkých rozvodů a při překročení teploty taveniny nad cca 310 až 320 °C, kdy mohou z materiálů unikat mírně toxické zplodiny - viz bezpečnostní listy jednotlivých typů granulátů
- materiály nejsou kompatibilní s ostatními polyamidy ani jinými termoplasty
- díky nekompatibilitě je nutno, při přechodu na jiný granulát, dbát na dokonalé vyčištění plastikační komory i kanálů horkého rozvodu; k čištění se používají speciální čistící granuláty nebo vysoce viskózní PP, PMMA, LDPE, při vysokých otáčkách šneku a vysokém zpětném odporu, teplota taveniny by při čištění neměla přesáhnout cca 320 °C
- při přestávce ve výrobě delší než několik minut je nutno snížit nastavení teplot na plastikační jednotce a v horkém rozvodu pod cca 150 °C
- doba výdrže materiálů na teplotě je max. cca 6 až 10 minut, potom hrozí nebezpečí tepelné degradace
- pro vstřikování se používají standardní vstřikovací stroje
- materiály s vláknitými plnivy, například se skleněnými vlákny jsou zhruba stejně abrazivní jako standardní plněné plasty
- materiály jsou hydroskopické, musí se sušit pod obsah zbytkové vody 0, 15 %, jinak hrozí hydrolytická degradace a vznik povrchových vad výstřiků; podmínky sušení při sušení suchým vzduchem 80 °C po dobu cca 2 až 4 hodiny podle vstupní vlhkosti, pokud byl dodán materiál ve vysušeném stavu a nebyl zpracován v celém objemu, je ho nutno při dalším použití vysušit
- barvení - standardní barevné koncentráty na příslušném nosiči, například PA 12, PA 612 nebo barevné koncentráty na biobázi
- zpracování drtě - není problém, stejně jako u jiných materiálů musí být čistá, bez cizorodých příměsí a nesmí být tepelně degradovaná
- teplota formy - 60 až 100 °C - podle doporučení výrobce granulátu
- teplota taveniny - 270 až 300 °C - podle doporučení výrobce granulátu
- teplota horkého rozvodu - maximálně stejná jako teplota taveniny, pouze při rozjezdu je ji možno krátkodobě zvýšit
- obvodová rychlost na šneku - pod 0, 2 m/s
- zpětný odpor - nízký
- vstřikovací rychlost - vyšší až vysoká - závisí na odvzdušnění
- tryska vstřikovací jednotky - nejlépe otevřená, průměr min. 0, 8 mm
- forma - standardní konstrukce, všechny běžně používané typy ústí vtoku, průměr min. 0, 6 mm
- odvzdušnění formy - tloušťka 0, 01 až 0, 03 mm
- materiál forem - 1.2767, 1.2379, 1.2312, 1.2343
- odformování - obvykle není potřeba používat odformovací prostředky
- horké rozvody - bez problémů.
Potenciál biopolyamidů
Jak již bylo napsáno, polyamidy na bázi obnovitelných zdrojů nabízejí relativně dobrý potenciál jako cenově efektivní materiály. Jedním takovým materiálem je EcoPaXX firmy DSM Engineering Plastics, Holandsko - www.ecopaxx.com - vyráběný v pěti komerčních provedeních, od neplněného základního materiálu po typy s 30 % nebo 50 % skleněných vláken, včetně samozhášivého plněného typu s 30 % skleněných vláken a typu se skleněnými vlákny a minerálním částicovým plnivem. EcoPaXX je polyamid 410 vyrobený na rostlinné bázi dekandikarboxylové kyseliny, známé jako kyselina sebaková. Obsah kyseliny sebakové v PA 410 je až 70 %.
 |
| Obr. 1: Bioplastové příbory jsou vyrobeny z přírodních materiálů jako je kukuřičný cukr a pšeničná celulóza |
Další polyamidy na bázi kyseliny sebakové jsou PA 610, PA 1010 a PA 1012. Z nich pouze PA 1010 je komerčně využitelný jako 100 % vyrobený z obnovitelných přírodních zdrojů. Z ricinového oleje může být vyroben i PA 11.
Vlastnosti PA 410:
- teplota zeskelnění 70 °C, teplota tání krystalického podílu 250 °C
- deformační teplotu má při zatížení 0, 45 MPa 175 °C, pro porovnání PA 6 150 °C a PA 610 140 °C
- rázová odolnost je srovnatelná s PA 6 i PA 66
- má velmi dobrou chemickou odolnost i odolnost proti hydrolýze
- vysoká teplota tání krystalického podílu a vysoký stupeň krystalinity umožňují zkrácení vstřikovacího cyklu
- díky své vysoké krystalinitě má v suchém stavu vysoký modul pružnosti v tahu - cca 3 100 MPa - přibližně srovnatelný se standardním PA 66
- vzhledem k nízké absorpci vlhkosti, modul pružnosti v tahu se po kondicionaci nebo v průběhu používání sníží pouze v relativně malém rozsahu; po kondicionaci má cca 1 700 MPa, PA 66 cca 1 500 MPa, PA 6 cca 1 000 MPa a PA 610 cca 1 100 MPa
- nízká absorpce vlhkosti dává oproti výstřikům z PA 6 a PA 66 vyšší rozměrovou i tvarovou stabilitu; absorpce vlhkosti je oproti PA 6 o cca 40 % nižší, ve srovnání s PA 66 o cca 30 % nižší
- typy vyztužené skleněnými vlákny vykazují dobrou kombinaci relativně vysoké deformace při přetržení a rázové houževnatosti při vysokém modulu pružnosti v tahu a to i po kondicionaci ve vlhkém prostředí
- je odolný za zvýšených teplot, odolný proti hydrolytickému stárnutí a toku pod napětím
- při normálních i zvýšených teplotách je odolný pro všechny kapaliny , které se obvykle nacházejí v motorovém prostoru automobilů - chladící kapaliny, paliva, oleje, tuky, jakož i proti slabým kyselinám a louhům, čistícím prostředkům a vodným roztokům solí, jako například chlorid zinečnatý a vápník.
Aplikace PA 410:
- vhodný materiál - chemická odolnost - pro použití na výstřiky do systémů AdBlue, systémy selektivní katalytické redukce, AdBlue je roztok močoviny ve vodě a je používán v SCR katalyzátorech k ošetření emisí výfukových plynů vznětových motorů - roztok se vstřikuje do výfukového potrubí vznětového motoru, škodlivé oxidy dusíku NO2 vzniklé při spalování nafty jsou převedeny na neškodný dusík N2 a vodní páru - motory splňují emisní standardy Euro 4 a 5 - výrobky: potrubí, hadice, konektory, snímače, trysky tělesa filtrů
- základní zpracovatelské teploty - teplota taveniny neplněných typů 270 °C až 300 °C, plněné typy 280 °C až 310 °C; teplota formy 60 °C až 100 °C
- Mercedes Benz - EcoPaXX Q - HGM24 - kompozit plněný skleněnými vlákny a minerálním plnivem - kryt motoru pro novou A třídu, kryt díky nižší hmotnosti než u předešlého typu pomohl snížit spotřebu paliva a zlepšit uhlíkovou stopu vozidla; použitím PA na bázi obnovitelných zdrojů se snížila emise CO2 při jeho výrobě , oproti výrobě ze standardního PA na 40 %;snížení CO2 bylo certifikovaně spočítáno na 6, 5 kg pro každý kryt
- Volkswagen Group - VW, Audi, Seat, Škoda - multifunkční kryt klikového hřídele pro nejnovější dieselové koncernové motory - významná úspora hmotnosti a nákladů oproti běžně používanému kovovému krytu
- aplikace ve stavebním, spotřebním, elektrotechnickém, elektronickém průmyslu a průmyslu výrobků pro volný čas.
Bioplasty - růst i přes problémy
Hlavní hnací silou přispívající k růstu spotřeby bioplastů jsou jejich uživatelé a inovativní společnosti zabývající se jejich vývojem. Jedná se vytváření nových surovinových platforem, které jsou částečně nebo zcela na bio bázi. Jedním z důvodů určitého růstu spotřeby bioplastů je snaha snížit emise CO2. Pro názornost - v průběhu tří let se v 25 zemích spotřebovalo přibližně 15 miliard PET lahví, což představuje více něž půl milionu tun vstupních materiálů na ropné bázi a cca 135 000 tun emisí CO2.
Náhrada za PET z fosilních zdrojů, například v roce 2009, ještě nebyla k dispozici, v současné době je předpoklad, že PET označený PET30, tj. PET s 30 % obsahu materiálu vyrobeného z cukrové třtiny - MEG, monoethylene glykol - dosáhne do pěti let produkce cca pěti milionu tun. Velcí hráči na globální trhu jako Coca - Cola, Heinz, Procter and Gamble platí společný výzkum, který si klade za cíl nahradit v PET nejen monoethylen na bázi fosilních paliv, ale jako druhou složku vyrobit para - tetraftalátovou kyselinu z biomasy.
Uvedená náhrada se u PE již podařila a PE ze 100 % z obnovitelných zdrojů vyrábí brazilská firma Braskem SA v množství cca 200 000 tun za rok - PE vyrobený z cukrové třtiny a bioethanolu. Výhledy firem obvykle pracují s roky 2016 až 2020, z čehož je zřejmé, že cílů nelze dosáhnout v krátkém časovém období, je nutný komplexní technický vývoj. Inovativní proces v dané oblasti obvykle probíhá mezi malými a velkými firmami, kde velké mají roli investora. I nadále budou bioplasty tvořit velmi nízký podíl na trhu, v řádu jednotek procent.
Biodegradovatelné plasty - bioplasty
Na trhu se nejvíce objevují polymery jako PLA, PHA, blendy škrobu s kopolyestery jako PBAT a PBS. Výrobcům polymerů na bázi škrobu dominuje italská firma Novamont SA, Novara. PHA ještě firmy neumí vyrábět v plně průmyslovém procesu, největší šance se přisuzují PLA. Největšími producenty PLA jsou Nature - Works LLC, USA;PTT Global Chemical Public Company Limited, Thajsko;Carbon Pure, Holandsko. Výrobní zařízení dodávají firmy Sulzer AG, Švýcarsko a Uhde Investa Fischer, Německo. V roce 2020 by výrobní kapacity měly celosvětově dosáhnout cca 800 000 tun PLA.
Vývojem a výrobou PBS se zabývají sdružení firem jako například Mitsubishi Chemical Corporation, Japonsko s Reverdia Roquette, Francie, DSM NV, Holandsko, BASF, Německo a Bioamber SAS, Francie, dále biotechnologické firmy Myriant Technologies a Quincy MA a Genomatica, všechny USA.
PET a polyolefiny na biologickém základě
Jedná se o nejvhodnější skupinu plastů vhodných k dosažení naplnění cílů environmentální politiky. Největší segment ve skupině tvoří již zmiňovaný bio PE a PET30.Jejich růst je tažen globálními společnostmi z oblasti potravinářského průmyslu a průmyslu spotřebního zboží. Použití PET30 plánují automobilky Toyota, Nissan, BMW pro výrobky montované do svých prémierových modelů, respektive modelů s hybridním nebo elektrickým pohonem.
Technické plasty
Pro výrobky dlouhodobé spotřeby, včetně technicky náročných výstřiků jsou vhodné materiály na bio bázi polyesterů jako polytrimethylentereftalát, PTT - DuPont;polyethylentereftalát, PBT - Lanxess, Německo a Toray, Japonsko a polyamidy s dlouhým molekulovým řetězcem PA 410, 610, 1010 nebo PA 11. Firma DuPont v roce 2012 uvedla, že během příštích patnácti let bude více než 50 % plastů, hlavně technických, ze svého výrobního portfolia vyrábět z obnovitelných zdrojů. Kromě již zmíněných plastů je vývoj zaměřen na PMMA a PC.
Závěr
Množství fosilních surovin - ropa, uhlí, plyn - je celosvětově omezené. Proto se jak věda, tak i průmysl snaží nalézt alternativní přístupy řešící problematiku pomocí obnovitelných zdrojů. Výrobky plastikářského průmyslu jsou petrochemického původu, prakticky všechny jsou vyrobeny z ropy. Z celkového vytěženého množství ropy se jí na výrobu plastů celosvětově spotřebuje 4 až 6 %. Z uvedeného podílu je možno si učinit představu, že fosilní zdroje pro plastikářskou výrobu ještě nějaký čas budou k dispozici. To samozřejmě neznamená, že není důvod k tomu, abychom již nyní nevyužívali možnosti alternativních zdrojů.
Bohužel, v současné době tento přístup neguje ekonomické hledisko, tedy hledisko nejzásadnější. Z ekonomického hlediska jsou, v současné době, bioplasty neefektivní. Přesto, že jejich přínos může být výrazný, dnes nejsou schopny konkurovat klasickým plastům. Jedním z hlavních faktorů je nutnost velkých investic do změny výrobních technologií termoplastů. Výrobní petrochemické postupy jsou propracované a dlouhodobě zažité, včetně vybudování potřebných kapacit.
Jak ukazuje schéma na přiloženém obrázku je výrobní proces produkce bioplastů založených na přírodních zdrojích výrazně jiný. V kapitole číslo 3 již byl zmíněna skutečnost nedostatečných celosvětových kapacit pro jejich výrobu a zmíněny i vysoké náklady na výzkum a vývoj. Uvedené závěry dokumentují i tato čísla:
- nárůst výroby plastů celosvětově roste - v roce 1976 se vyrobilo cca 50 miliónů tun, v roce 2013 již cca 235 miliónů tun, odhad pro rok 2015 hovoří o výrobě 330 miliónů tun
- z toho na termoplasty připadá cca 80 % (technické aplikace spotřebují cca 20 % z tohoto množství), na termoplastické elastomery necelých 20 %, zbytek tvoří reaktoplasty a pouze cca 1 % bioplasty
- prognózu rozvoje výroby bioplastů do roku 2016 ukazuje přiložený sloupcový graf, včetně rozložení bioplastů podle typů v roce 2016:
 |
- podle jiné prognózy - Nova Institute for Ekology and Innovation, Německo by výrobní kapacity bioplastů ze stavu 3, 5 milionu tun v roce 2011 měly do roku 2020 vzrůst trojnásobně na necelých 12 miliónů tun
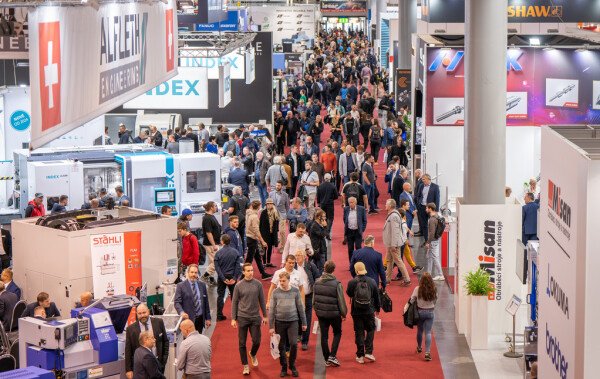
- na největší plastikářské výstavě pořádané s tří roční periodou v Düsseldorfu, Německo ve dnech 16. až 23.října 2013 - K´2013 - se podílelo více než 3 000 firem z průmyslu plastů, z nich cca 140, tj .necelých 5 % se zabývalo problematikou bioplastů, což bylo jedno z nosných témat veletrhu.
 |
Řada faktorů, včetně rostoucí ceny ropy, celosvětový zájem o obnovitelné zdroje, rostoucí obavy pokud jde o emise skleníkových plynů a nové důrazy na nakládání s odpady, to vše vytváří určitý zájem o biopolymery. Je důvodný předpoklad, že nové technologie zpracování spolu s investicemi do výrobních procesů v budoucnu přiblíží biopolymery k cenové konkurenceschopnosti ve srovnání s tradičními plasty, stejně jako zlepšení jejich užitných vlastností.
Možné obavy o životní prostředí a legislativní podněty, zejména v zemích EU a v Japonsku určitým způsobem podnítili zájem o biologicky rozložitelné polymery. Dnešní, hlavní aplikace biopolymerů jsou v oblasti předmětů krátkodobé spotřeby - obaly, nákupní tašky, mulčovací fólie, jednorázové příbory, pěnový obalový materiál. Rostoucí počet aplikací, technický vývoj, definice cílů - biorozložitelnost kontra bio obsah, rozsah investic, přístup k životnímu prostředí může rozšířit možnosti a snížit náklady na biopolymery a otevřít prostor na trhu.
Samozřejmě, že i v segmentu bioplastů fungují politická rozhodnutí. Jako příklad, který v určitém negativním smyslu ovlivnil u části veřejnosti její mínění o bio je možno použít problém biopaliv. Jejich jednoduchá výroba a masivní politická podpora vyvolala soutěž mezi jejich pěstováním a pěstováním produktů pro potravinářský průmysl. Tvrdilo se, že pěstování zdrojů biopaliv bude mít negativní důsledky jako je chudoba, hlad a povede k ničení deštných pralesů.
Takováto tvrzení lze negovat následujícími čísly:
- celková plocha je 13, 4 bilionu hektarů = 100 %, z toho je 5 biliónů hektarů zemědělské půdy = 37 %
- z celkové zemědělské půdy je 3, 5 bilionu hektarů = 70 % pastvin, 1, 4 bilionu = 30 % orné půdy
- pro výrobu potravin a krmiv se využívá 1, 29 bilionu hektarů zemědělské půdy = 27 %, pro výrobu materiálů 100 milionu hektarů = 2 %, pro výrobu biopaliv 55 milionu hektarů = 1 %
- z výměry 100 milionu hektarů pro získání materiálů příslušelo v roce 2011 bioplastům 300 000 hektarů = 0, 006 % z rozlohy zemědělské půdy, v roce 2016 by to mělo být 1, 1 milionu hektarů = 0, 022 %. Nicméně s rychlým růstem spotřeby masa, rostou požadavky na pěstování krmiva, a na to je potřeba mnohem více zemědělské půdy než na biopaliva a obnovitelné zdroje pro výrobu bioplastů.
V každém případě, ale zemědělské dotace jak na biopaliva, tak na obnovitelné zdroje a další komodity narušují globální zemědělský trh. Větší využívání obnovitelných zdrojů není jen možnost, ale to nutnost, i když v delším časovém horizontu. V tomto horizontu se předpokládá řízený přechod od společnosti založené na fosilní bázi ke společnosti na biobázi, přičemž motorem je a bude výzkum a inovace. Uvedený přístup je dobrý jak pro životní prostředí, tak i pro potraviny, pro energetickou bezpečnost a pro konkurence schopnost Evropy.
Ovšem ve vztahu k obnovitelným zdrojům pro výrobu plastů stejné konstatování, v současné době, platí i pro USA, Brazílii, Japonsko, Taiwan a Thajsko.

Trendy ve vstřikování plastů: odvzdušňovací struktury
7.2.2025 Při vstřikování plastů probíhá většina odvzdušnění přes dělící roviny. Běžná řešení odvzdušňování však často nejsou dostatečná, což vede k nízké účinnosti vstřikování a problémům s kvalitou dílů.