Vliv temperace vstřikovacích forem na kvalitu a cenu výstřiků z termoplastů (část 1.)

Průběh tuhnutí taveniny v dutině formy a chlazení výstřiku je tedy funkcí odvodu tepla z dílce. Teplo dodané do taveniny v plastikační komoře vstřikovacího stroje a zvýšené o třecí teplo při průchodu taveniny rozváděcím systémem formy je odváděno stěnou tvarové dutiny formy přes temperační systém formy a tepelnými ztrátami do okolí, přičemž se uplatní všechny složky odvodu tepla – vedením, prouděním i sáláním.
Vstřikovací forma se v tomto ohledu chová jako výměník tepla. V ideálním případě by stěna tvarové dutiny formy měla mít stále stejnou provozní teplotu, kterou zajišťuje temperace formy. V reálném vstřikování teplota formy kolísá v korelaci s cykly vstřikování. Při plnění dutiny formy taveninou tato, téměř skokově, ohřívá stěnu tvarové dutiny formy a postupně, vlivem chlazení, se teplota stěny snižuje na pracovní hodnotu. Situace je navíc komplikovaná tím, že na povrchu stěny tvarové dutiny dochází ke značným místním i časovým změnám teploty i stavových veličin polymerního materiálu výstřiku.
Změny teploty – místní i časové – jsou ve vzájemné interakci s konstrukcí výstřiku, s konstrukcí formy, respektive jejího temperačního systému, s jeho účinností, včetně materiálu jednotlivých částí formy a materiálu výstřiku. Chladící fáze vstřikovacího cyklu je obvykle nejdelší částí cyklu a tedy výrazně ovlivňuje ekonomii výroby výstřiků z termoplastů. Z ekonomického hlediska by tuhnutí a ochlazování výstřiku mělo být co nejrychlejší, ale z pohledu jakosti dílů by jeho rychlost měla být taková, aby zabránila případným rozměrovým a tvarovým změnám, vnitřním i povrchovým vadám.
Temperační systémy
Zopakujme si, co je úkolem temperace:
• ohřev formy na požadovanou teplotu a její udržení v požadovaném tolerančním rozpětí
• zajištění maximální možné homogenity – rovnoměrnosti rozložení teploty po celém tvářecím povrchu formy, včetně její reprodukovatelnosti cyklus od cyklu
• odvedení tepla z dutiny formy, respektive výstřiku za takovou dobu, aby byly splněny ekonomické i jakostní ukazatele.
Volba, konstrukce a dimenzování temperačního systému vstřikovací formy, technologické podmínky temperace mají značný vliv na výsledné fyzikálně-mechanické vlastnosti výstřiků, na jejich kvalitativní parametry, na dobu trvání výrobního cyklu a na spotřebu energie na temperaci. V oblasti vstřikování plastů je v současné době aplikována řada metod a systémů temperace tvarových dutin vstřikovacích forem. Nejčastějšími temperačními systémy jsou systémy s cirkulujícím médiem, kterým je zpravidla voda. Kromě vody se k temperaci forem používá i olej nebo glykol, vodní pára a to v otevřeném nebo uzavřeném oběhu, v beztlakovém i tlakovém režimu, s trvalým nebo pulzním průtokem.
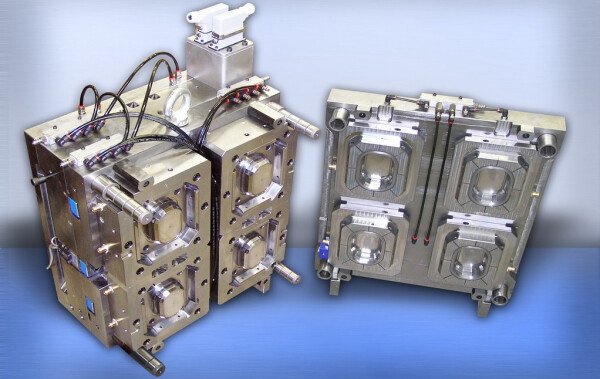
Při konstrukci formy by měl její konstruktér mít na paměti, že temperační systém je nutno do formy umístit ihned po promyšlení násobnosti formy a zaformování dílu – volba dělících rovin, tvárníků a tvárnic, čelistí atd., a rozvodu polymerní taveniny do jednotlivých tvarových dutin formy. Samozřejmostí by mělo být rozdělení temperace na samostatné okruhy a v případě forem s horkými tryskami by měl být samostatný okruh u ústí každé horké trysky. Jen tak totiž bude temperační systém schopen plnit své,na počátku kapitoly,uvedené úkoly a nebude pouze součástí formy do ní umístěné systémem „tam, kde bylo místo“. Pro zajištění intenzivního odvodu tepla z formy jsou k dispozici při konstrukci temperačního systému formy, respektive vložek formy materiály na bázi Cu, Co, Be, které mají podstatně vyšší součinitel vedení tepla než běžně používané nástrojové oceli:
uhlíková ocel .............................................................50
nástrojové legované oceli (podle složení)...........15-52
měď ............................................................................394
bronz (podle složení)................................................48-84
slitiny typu Amcoloy (v závislosti na pevnosti.....106-360
pozn.: hodnoty uvedeny v W/m/K.
Díky vysokému součiniteli vedení tepla musí být z vložek zajištěn dobrý odvod tepla. Při konstrukci tvárníků i tvárnic je možno použít konstrukční systém CONTURA, jehož principem je rozdělení, například tvárníku, na vrstvy, v jejichž stykových plochách jsou vyfrézovány temperační kanály, které se přizpůsobují tvaru výstřiku. Jednotlivé části – vrstvy se do kompaktního, těsného a pevného celku – tvárníku spojí pájení natvrdo v podtlaku. Nejúčinnější odvod tepla zajišťují temperanční vložky vyrobené technologií laserového spékání kovových prášků ve vrstvách o tloušťce 0,02 až 0,04 mm. Ve vložkách díky vrstvení je možno vytvořit prakticky libovolné prostorové tvary tamperačních kanálů a tím zajistit optimalizovaný odvod tepla z příslušné partie výstřiku.Tento způsob odvodu tepla z formy se nazývá konformní chlazení.
 |
Pro zajištění průběžného chlazení v otevřeném nebo uzavřeném okruhu se používají temperační přístroje s příslušným čerpadlem, jehož výkon by měl zajistit turbulentní proudění vody v kanálech formy, s regulací temperačního i chladícího výkonu. Vodní temperační přístroje jsou buď beztlakové do teploty 95°C nebo přetlakové až do teploty 200°C. Teplonosné médium z těchto přístrojů se přivádí do jednotlivých temperačních okruhů formy. Správná konstrukce a připojení temperačních okruhů formy by měla zajišťovat paralelní – souběžný průtok vody jednotlivými temperačními okruhy. K zajištění paralelních průtoků jsou nabízeny různé typy rozvaděčů, které mohou i regulovat množství protékající vody.
Při paralelním průtoku je zajištěno,že temperační voda vstupuje do jednotlivých temperačních sekcí ve stejném okamžiku a tedy i o stejné teplotě a je tedy zajištěno rovnoměrné ochlazování výstřiku. Uvedený způsob temperance by měl mít vždy přednost před, dnes běžně používaným sériovým – za sebou – způsobem zapojení temperačních okruhů, kdy voda postupně protéká jednotlivými okruhy systému, postupně se ohřívá, na vstupu do další temperační sekce má vyšší teplotu a chlazení je tedy nerovnoměrné. Teplotní spád na vstupu temperační vody do prvního okruhu a na jejím výstupu z posledního by pro amorfní materiály neměl být větší než cca 2 až 4°C, pro částečně krystalické materiály cca 4 až 8°C.
Kromě průběžného způsobu temperace, kdy formou trvale protéká teplosměnné médium,výrobci temperačních zařízení nabízejí i systémy s pulzním chlazením. Jeho podstatou je dynamické řízení chlazení v průběhu vstřikovacího cyklu, kdy po dobu pohybů formy – zavírání, otevírání – vyhazování výstřiků, včetně plnící fáze, kdy se plní tvarová dutina polymerní taveninou není do temperačního systému formy dodávána voda. K intenzivnímu chlazení dochází až v dotlakové fázi a ve fázi chlazení. Pulzní způsob temperace má výhodu v lepším zatékání taveniny – vstřikování do teplejší formy a ve zkrácení doby chlazení.
Výkonnější variantou pulzního chlazení je systém ATS. Systém ATS – Alternativní Temperanční Systém – používá temperační přístroj se dvěma samostatnými okruhy, ve kterých je voda o různé teplotě – studená, teplá, tj. je možno, alternativně, formu jak ohřívat, tak i chladit a to cyklicky v každém výrobním cyklu. Mezi méně běžné systémy temperace vstřikovacích forem je možno zařadit systémy pracující na principu výparného tepla – systém Toolvac vhání do formy kapalný oxid uhličitý, který v systému expanduje a vzniklé výparné teplo umožní rychlý odvod tepla z tvarové dutiny formy nebo systémy pracující s tepelnými nebo vírovými trubicemi.
Aby systémy temperace využívající jako teplonosné médium vodu byly dostatečně účinné, je nutno zajistit dobrou průchodnost a čistotu všech kanálů jimiž voda proudí. Usazeniny, které vznikají na vnitřních površích, zejména při temperaci nad 60°C výrazně snižují účinnost temperace – kotelní kámen má, podle svého složení, součinitel tepelné vodivosti od 0,093 do 2,443 W/m/K.
Pokračování článku ZDE »

KOVOROB, s.r.o. – výrobce vstřikovacích forem pro termoplasty a spolehlivý partner pro lisování plastů.
14.3.2025 Společnost KOVOROB, s.r.o. je zavedeným výrobcem vstřikovacích forem pro termoplasty a specialistou na zpracování plastových dílů. Již více než 20 let se věnuje návrhu a výrobě forem pro různá průmyslová odvětví. Kromě...