Vliv orientace vláken na vlastnosti vstřikovaných dílů
Mechanické vlastnosti plastu lze efektivně zvýšit použitím plniva, které zvyšuje pevnost polymerní matrice. Plnivo, které se v současné době dostává do popředí, jsou dlouhá skleněná vlákna. Skleněná vlákna u vstřikovaných dílů vnáší do polymerní matrice silnou anizotropii (rozdílné vlastnosti v různých směrech).
 |
|
| Obr. 1: Model předního nárazníku automobilu |
Abychom mohli správně a hlavně co nejpřesněji vyhodnotit deformační analýza a crash testy dílů vstřikovaných z těchto polymerů, je nutno tuto anizotropii na vstupu popsat. Popsat anizotropii znamená určit orientaci skleněných vláken po naplnění dutiny vstřikovací formy a následně tuto orientaci převést na materiálové vlastnosti, jako jsou modul pružnosti v tahu a smyku a Poissnovo číslo. Tyto veličiny pak popisují nelineární elastické chování daného polymeru pro nízké rychlosti deformace.
Model orientace skleněných vláken
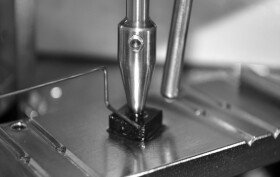
Na příkladu modelu předního nárazníku (obr. 1) je ukázána anizotropie vzniklá orientací krátkých a dlouhých skleněných vláken. Pro vstřikování je použita horká vtoková soustava s kaskádovými vtokovými ústí (obr. 2), která se otevírají podle postupu čela taveniny dutinou formy, tak aby nevznikaly studené spoje na soutoku proudů taveniny. Skleněná vlákna se orientují ve směru toku taveniny v blízkosti stěny dutiny formy tam, kde je maximální hodnota rychlosti smykové deformace. Ve středu stěny je orientace statistická. Zde je velmi důležité jak přesně model orientace popisuje natočení vláken. Autodek Moldflow používá pro popis orientace vláken nový RSC (Reduced Strain Closure) a ARD (Anisotropy Rotary Diffusion), který byl vyvinut ve spolupráci s Delphi & University of Illinois at Urbana-Champaign a nahradil původní Folgar-Tuckerův model. To vede k zpřesnění výpočtu orientace vláken a predikce deformace dílu. RSC model vytváří širší jádro a pomalejší změnu orientace vláken směrem od vtokového ústí než tomu bylo Folgar-Tuckerova modelu.
 |
|
| Obr. 2: Kaskádová vtoková soustava Změna délky dlouhých skleněných vláken |
Oba modely lze aplikovat na krátká i dlouhá skleněná vlákna. Krátká skleněná vlákna mají délku 0,5-0,6mm, zatímco dlouhá skleněná vlákna mají délku 10-13mm. Dlouhá skleněná vlákna výrazně zvyšují pevnost polymeru, ale také zvyšují směrovou anizotropii vstřikovaného dílu. Takto vyztužené typy polypropylénových polymerů a kopolymerů získávají mechanické vlastnosti, které dříve splňovaly jen technické polymery jako např. PA 6 a PA66. Polymery PP vyztužené dlouhými skleněnými vlákny mají nižší hustotu a plastové díly vstřikované z tohoto PP nižší hmotnost. Také cena těchto polymerů je nižší.
 |
|
| Obr. 3: Orientace skleněných vláken v místě maximální změny smykové deformace, krátká skleněná vlákna a dlouhá skleněná vlákna |
Změna modulu pružnosti
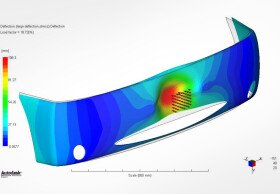
Orientace vláken při vstřikování má významný vliv na mechanické chování plastového dílu. V případě modelu nárazníku se vlivem orientace mění modul pružnosti v rozsahu 2000MPa pro krátká vlákna a 5000MPa pro dlouhá skleněná vlákna. (Obr. 3) Z toho vyplývá, že popsaná anizotropie dramaticky ovlivní výsledek pevnostní analýzy ve srovnání s výpočtem, ve kterém bychom uvažovali izotropní materiálová data. Na obr 5 je deformace nárazníku vstříknutého s PP, plněného 40% dlouhých skleněných vláken. Ve výpočtu je zahrnuta anizotropie orientace skleněných vláken. Uvažujeme náraz automobilu o hmotnosti 1000Kg na překážku při rychlosti 20km/h. V případě vstřikování dlouhých skleněných vláken se vlákna při průchodu vtokovou soustavou a dutinou formy působením rotace namáhána tahem a tlakem. Toto namáhání způsobí lámání vláken a zkrácení délky. (Obr. 2)
 |
|
| Obr. 4: Modul pružnosti krátká skleněná vlákna a dlouhá skleněná vlákna |
 |
|
| Obr. 5: Deformace nárazníku nárazem při rychlosti 20km/h |
Deformace dílu po vyhození z dutiny formy
Stejně jako orientace vláken ovlivňuje mechanické chování vstřikovaného dílu, ovlivňuje orientace vláken také deformaci dílu po vyhození z dutiny formy. Deformace je způsobena stavem reziduální napjatosti, která vzniká působením vnitřních sil generovaných tokem taveniny a následnou orientací a objemovými změnami při smrštění polymeru. Jak orientace, tak objemové změny jsou ovlivněny natočením skleněných vláken v polymerní matrici. Na obrázku 6 je vidět deformace nárazníku pro PP plněný 40% krátkých, resp. dlouhých skleněných vláken.
 |
|
| Obr. 6: Deformace nárazníku po vyhození ze vstřikovací formy krátká a dlouhá skleněná vlákna |
-

SMARTPLAST s.r.o.
Analýzy vstřikování plastů, technologický design plastových dílů, simulace vstřikování plastů, Moldflow, inženýrské a projekční...


OSMOS: Pomůžeme vám navrhnout a vyrobit plastový produkt přesně podle vašich představ
21.2.2025 Máte nápad na skvělý plastový produkt, ale nevíte, jak začít? V OSMOS vám pomůžeme zhmotnit vaše představy. Navrhneme design a zajistíme výrobu přesné vstřikovací formy, stejně jako bezchybné zpracování, výrobu a logistiku....