Snižování výrobních nákladů pomocí analýzy vstřikovacího procesu
1. Úvod
Cena vstřikovaného dílu je z největší části dána sumou těchto cen: cenou vstřikovací formy, cenou plastu, hmotností výstřiku včetně vtoků a délkou vstřikovacího cyklu. Výše těchto cen je zejména ovlivněna ve fázi designu plastového dílce, konstrukcí vstřikovací formy a technologické přípravy výroby, tj. nastavením technologických podmínek vstřikovacího procesu. Ve vývoji je fixováno až 70% celkových nákladů na výrobu, přičemž vývojová fáze představuje zhruba 5% výrobních nákladů. To je rozhodně důvod, proč věnovat vývojové fázi velkou pozornost. Protože s částkou odpovídající 5% výrobních nákladů můžeme ušetřit desítky procent celkových výrobních nákladů.(Obr. 1) Tímto se dostáváme k požadavku krizových rozpočtů: Extrémnímu stlačení výrobních nákladů, které ale nutně nemusí vést ke snížení rentability. Cílem společnosti SMARTPLAST s.r.o. je pomoc při vývoji vstřikovaných plastových dílů, nástrojů a nastavení vstřikovacích parametrů tak, aby byla dosažena co nejvyšší úspora výrobních nákladů.
 |
| Obr. 1: Podíl nákladů na vývoj, výrobu a prodej nového výrobku, vliv na tyto náklady |
2. Analýza designu dílu
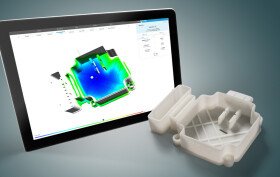
Snížení výrobních nákladů ve fázi přípravy výroby můžeme ukázat na jednoduchém příkladu tělesa filtru vstřikovaného z PP plněného 20% skleněných vláken do čtyřnásobné vstřikovací formy. Pro analýzu vstřikovacího procesu byl použit Autodesk Moldflow Adviser Design 2010. Analýza na obr. 2 ukazuje isochory pro čas chlazení na teplotu vyhození dílu z formy. Pro cca 90% objemu dílu je čas chlazení nižší než 20s. Tato skutečnost musí nutně vést k úpravě designu dílu, abychom snížili čas chlazení.
 |
| Obr. 2: Čas chlazení na teplotu vyhození dílu z formy 28,7s (původní design dílu) |
3. Úprava designu dílu
 |
| Obr. 3: Úprava designu tělesa filtru |
Úprava designu tělesa filtru spočívá v redukci tlouštěk stěn žeber a příruby. Aby byla zachována tuhost tělesa je masa materiálu příruby nahrazena výztužnými žebry a upravena výška radiálních žeber. (obr. 3)
 |
| Obr. 4: chlazení na teplotu vyhození dílu z formy 20s (po úpravě designu dílu) Po této úpravě designu se čas chlazení na vyhazovací teplotu snížil o 30%. |
3. Chlazení nástroje
 |
| Obr. 5: Použití chladících věží mezi žebry sníží čas chlazení na 16,5s Jestliže ve formě použijeme intenzívní chlazení pomocí chladících věží v každé kapse dílu tvořené radiálními žebry, zredukujeme čas chlazení o dalších 15% |
3. Mechanické vlastnosti dilu
Těleso filtru musí být pro svou funkci testováno na vnitřní přetlak 1bar. Tento test byl proveden pomocí sw Autodesk Algor Simulation 2010. Těleso bylo ukotveno přírubou s otvorem (zelené šipky) a zatíženo vnitřním přetlakem 1 bar (červené šipky a fialové plochy) viz obr.6. Výsledek strukturální analýzy ukázal, že deformace tělesa vlivem vnitřního přetlaku je o 50% nižší po úpravě designu oproti původnímu stavu. Zároveň je důležité poznamenat, že po úpravě designu se snížila hmotnost dílu o 2%, což se projeví na spotřebě materiálu ve výrobě.
 |
| Obr. 6: Zatížení tělesa vnitřním přetlakem 1bar |
 |
| Obr. 7: Maximální deformace tělesa filtru se snížila o z 0,16mm na 0,08mm, tj. o 50%. |
6. Závěr
Po úpravě designu tělesa filtru bylo dosaženo snížení času vstřikovacího cyklu o více než 30%, snížení hmotnosti dílu o 2%. Jestliže je hmotnost výstřiku 0,1 kg včetně vtoků, vstřikovací forma je čtyřnásobná a uvažujeme výrobní sérii 500 000 ks, cenu za kg polymeru 2,50€ a cenu vstřikovací formy 60 000,00€, pak dojdeme k úspoře 0,03€ na jeden díl. Jestliže úsporu vztáhneme na celou výrobní sérii 500 000 ks, pak dojdeme k uspořené částce 15 789,00€.
Petr Halaška, SMARTPLAST s.r.o., Zlín, ČR
E-mail: halaska@smartplast.cz
-

SMARTPLAST s.r.o.
Analýzy vstřikování plastů, technologický design plastových dílů, simulace vstřikování plastů, Moldflow, inženýrské a projekční...


KOVOROB, s.r.o. – výrobce vstřikovacích forem pro termoplasty a spolehlivý partner pro lisování plastů.
14.3.2025 Společnost KOVOROB, s.r.o. je zavedeným výrobcem vstřikovacích forem pro termoplasty a specialistou na zpracování plastových dílů. Již více než 20 let se věnuje návrhu a výrobě forem pro různá průmyslová odvětví. Kromě...