

- Úvod
- Odborné články
- Sekvenční regulátor od společnosti Thermoplay
Sekvenční regulátor od společnosti Thermoplay

Formování vstřikem je při zpracování plastů nejdůležitější ze všech komerčních metod. Byla vyvinuta řada variant a jedna z nich, rychle se rozšiřující, je formování se sekvenčně regulovaným vstřikem.
Společnost Thermoplay používá ve svých systémech již dlouhou dobu sekvenčně regulované uzavírací ventily. Jsou případy, kdy spolehlivé produkty lze získat tradičními postupy, ale s celkovými vysokými náklady, v jiných případech je sekvenční regulace jediným způsobem k získání výsledků. Hlavním přínosem metody je snížení nákladů, zjednudušení výroby a současně zvýšení kvality finálního výlisku.
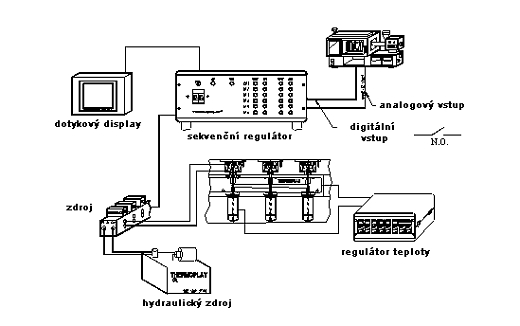 |
| Schéma sekvenčního vstřikování |
Sekvenční regulátor společnosti Thermoplay umožňuje regulovat uzavírací trysky podle komplexní logiky dané numerickou simulací nebo empirickým stanovením. Použitím sekvenčního systému lze dosáhnout následujících výhod: Linie spojů materiálů na lisovaném kusu jsou "posunuty" na základě požadovaných specifikací vzhledu. Kromě toho použitím správného navržení sekvencí otevírání (a uzavírání) uzavíracích ventilů lze eliminovat linie svarů na vícetryskové formě otevřením pouze jedné trysky na začátku procesu a otevřením ventilů dalších trysek právě v okamžiku, jakmile je dosáhne čelo taveniny.
 |
| Obr. č. 1: Sekvenční formování |
Obr.č. 1 ukazuje jednu z hlavních dvou výhod této technologie: otevření uzavíracích ventilů není provedeno současně, na začátku se otevře pouze ventil “1”, po 0.2 sekundách se otevřou ventily s označením “2” a “3”.
 |
| Obr. č. 2: Sekvenční formování |
To stejné platí pro obr. č. 2: na začátku cyklu se otevře ventil “1”, po 0.3 sekundách se otevře ventil č. “2” a po 0.5 sekundách ventil č. “3”. Proto může dojít k posunu spojovacích linií do méně kritických oblastí, viz obrázek.
1. Možnost použití systémů horkého vtoku s dynamicky nevyváženou tekutinou. Problém různých průtoků na různých vstřikovacích tryskách se řeší různou dobou otevření a intervaly otevření jednotlivých uzavíracích ventilů.
2. Možnost redukování uzavírací síly v porovnání s teoreticky stanovenou hodnotou. (Analýza vypočítá požadovanou uzavírací sílu)
3. Vícedutinové vstřikování u relativně ohebných dílů (velmi nízký tlak vstřikování)
Během dodatečného plnění (fáze chlazení) se obvykle dodává doplňující materiál do dutiny pod vysokým tlakem, kterým se kompenzuje zmenšování objemu materiálu, ke kterému dochází zvětšováním hustoty polymeru s rostoucím tlakem nebo snižující se teplotou. V této fázi mohou být otevřeny všechny uzavírací ventily.
Požadované znalosti obsluhy velmi závisí na zvoleném přístupu specifikace procesu. V současné době mohou numerické výpočty a simulace FEM redukovat, ale nikoliv plně eliminovat, fázi nastavení. Přesto je rozhodující volba nejvhodnější strategie. Společnost Thermoplay vyvinula tři různé přístupy. Nejdříve je třeba stanovit časovou logiku. V tomto případě je instalace nejsnadnější a nejrychlejší, nejsou problémy dohody s obsluhou lisu. Na druhé straně je výsledek velmi citlivý na změny provedené u provozních parametrů lisu. Dále můžeme naprogramovat objemovou logiku (hmotnost a poloha nejsou koncepčně odlišné). Je to rozhodující volba ve 4. bodu ve výše uvedeném seznamu. Výsledek je minimálně citlivý na změny provozních parametrů lisu, instalace je poněkud složitější vlivem požadované spolupráce s lisovnou. Poslední technologie vyvinutá společností Termoplay je založena na tlaku v dutině. Ve skutečnosti je to hybrid logiky času a tlaku; tlak rozděluje vstřikovací cyklus do fází a uvnitř každé fáze můžeme provést časové programování.
 |
| Obr. č. 3: Sekvence tlakových fází |
Nastavení procesu je mnohem složitější, obvykle uvažujeme použití tohoto řešení, pokud ostatní postupy neřeší dostatečně daný problém. Systémy společnosti Thermoplay jsou úspěšně používány v různých případech: • Velké kryty lamp (tloušťka 1.2 mm, délka >1800 mm) • Automobilové nárazníky a ostatní velké kusy • Lisované konzoly na ohebných dílech (s dutinou uvnitř) Ve všech případech lze náš systém snadno naprogramovat a vše lze provést prostřednictvím dotykové obrazovky ovládacího panelu. Na následujícím obrázku je zobrazeno typické okno softwaru.
 |
Řada funkcí byla implementována tak, aby byl vylepšen komfort obsluhy, jsou to například testovací funkce ventilů, programování alarmů neshod a vizualizace stavů v reálném čase. Obvykle je primárním úkolem správné dimenzování hydraulického okruhu. Ve skutečnosti může dojít k tomu, že modifikace parametrů se stane neúčinná, jestliže mechanický systém nemůže sledovat signály povelů.
- autor:
- JAN SVOBODA, s.r.o,
-

JAN SVOBODA s.r.o.
Komplexní dodávky polotovarů pro formy na plasty, nástroje na lisování plastů a lehkých kovů, obráběcí nástroje, temperační zařízení, regulátory teploty.
- www.jansvoboda.cz
- Březinova 25, Brno
Mohlo by vás také zajímat
-

Konfigurátor vibračních zásobníků a podavačů na míru od Vibrofeed - MTR s.r.o.
Vibrofeed - MTR s.r.o. se zabývá návrhem a výrobou kvalitních vibračních podávacích a třídicích systémů používaných pro automatizaci procesů v různých průmyslových...
-

Společnost MAPRO Group se stala výhradním distributorem globálního e-shopu MOULDSHOP na slovenském a českém trhu
MAPRO Group se stává výhradním distributorem e-shopu MOULDSHOP pro slovenský a český trh v roce 2024. Mouldshop.cz nabízí široký sortiment komponentů pro nástrojářský a plastikářský průmysl. Kromě toho je společnost MAPRO SLOVAKIA také výhradním distributorem vstřikovacích strojů HAITIAN...
-

MORETTO představí své inovace na veletrhu plastů FAKUMA 2024
Fakuma, veletrh pro plastikářský průmysl, se i letos uskuteční od 15. do 19. října v německém Friedrichshafenu. Důležitá událost pro zpracovatele plastů se vždy zaměřovala na vývoj trhu a hledání nových exkluzivních a konkurenceschopných řešení vyznačujících se pokročilou úrovní technologie a...
-

Sumitomo (SHI) Demag: změna vnímání produktivity
Vzhledem k tomu, že česká a slovenská ekonomika je do značné míry závislá na vývozu zpracovatelského průmyslu a obchodu, je prioritou výrobního segmentu produktivita. David Svoboda, generální ředitel společnosti Sumitomo (SHI) Demag Plastics Machinery Česko spol. s r.o., analyzuje, co vede...
-

Skvělá alternativa ke zkušebním barvám pro kontrolu kvality od společnosti Anamet s.r.o.
- 25.09.2024
- Stroje, přístroje a zařízení
- Kontrola kvality
Společnost DataPhysics Instrumenst uvedla na trh světově první přenosný analyzátor kontaktních úhlů PCA 200 - plně autonomní zařízení pro stanovení povrchové energie na jedno kliknutí. Byl vyvinut jako alternativa ke zkušebním inkoustům pro kontrolu kvality výroby. PCA 200 umožnuje nedestruktivní...
-

Společnost TOOL-TEMP CZ s.r.o. představuje novou temperační jednotku MATIC Water 160
- 24.09.2024
- Stroje, přístroje a zařízení
- MSV Brno
Uvedením nových modelů MATIC Water 160 12 B a MATIC Water 160 24 B nastavuje švýcarská společnost Tool-Temp AG se svou produktovou řadou MATIC nové standardy v oblasti technologie regulace teploty i v oblasti tlakových vodních temperačních...
-

Přední simulační nástroj CAE Ultrasim® slaví 25 let průkopnictví v oblasti virtuálního inženýrství pro zákazníky
- 19.09.2024
- Stroje, přístroje a zařízení
- Simulace vstřikování
Díky jedinečným a přesným simulačním metodám, rozsáhlým materiálovým datům a webovým službám představuje počítačem podporované inženýrství (CAE) Ultrasim® bezkonkurenční nabídku pro zákazníky společnosti BASF. Společnost BASF byla v roce 1999 průkopníkem v integraci simulací pro plasty a položila...

-

WITTMANN BATTENFELD představuje na veletrhu Fakuma 2024 energeticky úspornou a vysoce výkonnou vstřikovací technologii
Společnost WITTMANN BATTENFELD představí svým návštěvníkům na veletrhu Fakuma od 15. do 19. října na svém stánku 1204 v hale B1 pod heslem Performance & Efficiency vysoce výkonnou vstřikovací technologii s minimální spotřebou energie. Těžištěm prezentace je stroj SmartPower Combimould, který je...
-

motan představí na veletrhu FAKUMA 2024 perspektivní řešení pro efektivitu a udržitelnost
Od 15. do 19. října 2024 se na veletrhu FAKUMA sejdou vystavovatelé z celého světa, kteří se zabývají velkými výzvami efektivity, ochrany zdrojů a udržitelnosti. Společnost motan, přední společnost v oblasti materiálového hospodářství, představí v hale B1, stánek 1111, nové rozšíření svého...
-

ENGEL představuje největší vstřikovací stroj na světě v technickém centru
- 19.08.2024
- Stroje, přístroje a zařízení
- Vstřikovací stroje
Společnost ENGEL AUSTRIA GmbH rozšířila své technické centrum v rakouském St. Valentinu o jeden z největších vstřikovacích strojů ze svého standardního portfolia: duo 5500 combi M. Se svou uzavírací silou 55 000 kN se jedná o zdaleka největší stroj technického centra na světě, který měří 32 metrů...


Plastikářský slovník
