INCOE: Řízení toku taveniny uvnitř horkých vtoků pro optimální kvalitu dílů
Systém horkých vtoků musí zajistit tento přesun taveniny mezi tryskou stroje a určenými vstřikovacími body, vždy ideálně pro každou formu. Společnost INCOE řeší tuto výzvu s důrazem na spokojenost zákazníka pomocí modulárního systému vyvinutého v průběhu desetiletí, který poskytuje několik možností pro řízení toku taveniny, a to včetně možnosti optimalizovat plnění otáčením taveniny.
Nastavení toků taveniny přirozeným vyvažováním a sekvenčním vstřikováním
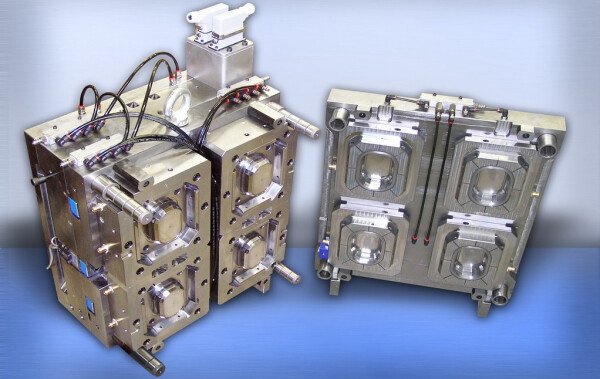
Přirozené vyvažování, jak je znázorněno na příkladu 32 násobného uzavíratelného systému, je založeno na spojení vstupní trysky a dutin formy kanály o stejné délce a stejném průřezu a). Každý kanál je plněn ve stejném čase – výsledkem je naplnění každé dutiny stejným způsobem – jak je znázorněno v analýze plnění různými barvami, kdy každá barva představuje různý okamžik v čase.
Díky sekvenčnímu vstřikování lze optimalizovat plnění dutiny, jak je znázorněno na příkladu 3 násobného uzavíratelného systému: Při otevření všech jehel současně dojde ke vzniku studených spojů na výlisku b). Při postupném otevírání trysek, tj. jedné trysky za druhou, když proud taveniny dorazí k dalšímu ústí horkého vtoku, dochází k průběžnému plnění dutiny bez vzniku studených spojů c).
 |
|
a) Přirozeně vyvážený systém horkých vtoků s 32 uzavíratelnými tryskami.
b) Při otevření všech trysek horkého vtoku zároveň dojde ke vzniku studených spojů.
c) Díky sekvenčnímu vstřikování lze průběžně plnit výlisek bez studených spojů.
Přesného řízení toků taveniny je dosahováno pomocí otáčení taveniny
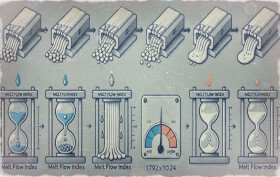
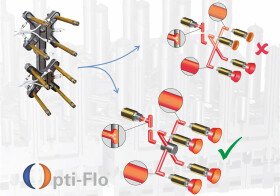
V důsledku typického chování materiálu při laminárním proudění termoplastických plastů vzniká smykový profil uvnitř průtokových kanálů. To samo o sobě není problém. K problémům však kvůli tomuto chování může dojít při rozdělení toku taveniny, k čemuž v rozváděcích deskách dochází nevyhnutelně opakovaně. Jak je znázorněno na příkladu 8 násobného systému horkých vtoků, po rozdělení toku taveniny uvnitř rozváděcí desky se mohou tvořit rozvětvení s různou úrovní viskozity. Výsledkem je, že různé dutiny jsou plněny taveninou s různou úrovní viskozity, což v našem příkladu způsobuje rychlejší plnění vnějších dutin d). Tento problém lze vyřešit pomocí rozváděcí desky Opti-Flo obsahující vložky pro otáčení taveniny. Metoda otáčení taveniny je založena na technologii Meltflipper™ vyvinuté společností Beaumont Technologies Inc. Zjednodušeně řečeno lze pomocí této technologie otáčet asymetrické smykové profily do příznivé polohy po rozdělení toků taveniny, takže tím při sloučení toků taveniny vzniká symetrický smykový profil. Za tímto účelem se do rozváděcích desek zavedou vložky se speciální geometrií kanálu pro otáčení taveniny. Tímto způsobem jsou dutiny plněny toky taveniny, které vykazují podobné symetrické smykové profily, takže jsou všechny dutiny plněny vyváženě e).
 |
|
d) Potenciální scénář v 8 násobném systému horkých vtoků – v důsledku rozdělení toku taveniny s asymetrickým smykovým profilem se v rozváděcí desce vytvářejí rozvětvení s různými úrovněmi viskozity – vnější dutiny jsou tedy v tomto případě plněny nejdříve.
e) Pomocí rozváděcí desky Opti-Flo® s vložkou pro otáčení taveniny je dosahováno symetrického smykového profilu v každém rozvětvení, takže všechny dutiny jsou plněny rovnoměrně.
-

INCOE ® International Europe
Technologie horkých vtoků pro vstřikování plastů, horké vtoky Direct-Flo™ Gold, systémy horkých vtoků, normalizované díly, komponenty...


KOVOROB, s.r.o. – výrobce vstřikovacích forem pro termoplasty a spolehlivý partner pro lisování plastů.
14.3.2025 Společnost KOVOROB, s.r.o. je zavedeným výrobcem vstřikovacích forem pro termoplasty a specialistou na zpracování plastových dílů. Již více než 20 let se věnuje návrhu a výrobě forem pro různá průmyslová odvětví. Kromě...