

- ┌vod
- OdbornÚ Þlßnky
- Hloubkovß Moldex3D anal²za formy p°ed v²robou od spoleÞnosti SimulPlast
Hloubkovß Moldex3D anal²za formy p°ed v²robou od spoleÞnosti SimulPlast
Firma SimulPlast, s.r.o., v²hradnÝ zßstupce firmy Coretech System Co. Ltd. û v²robce simulaÞnÝho software pro vst°ikovßnÝ plast¨ Moldex3D, poskytuje ji× druhou dekßdu slu×by v oblasti komplexnÝ simulace forem a nßvrh¨ optimalizace plastov²ch dÝl¨.
Po dobu této Þinnosti byly úspýšný optimalizovány stovky výrobk¨ a forem a poda°ilo se p°edejít °adý problém¨ souvisejících s chybami designu díl¨ a konstrukce forem. Tematika pou×ívání CAE softwaru p°i vývoji plastových díl¨ s následnou optimalizací formy je ji× dlouhou dobu diskutovaná odbornou ve°ejností. ╚astým d¨vodem neprovedení analýzy dílu a formy je argument, ×e za tuto Þinnost je zodpovýdný výrobce formy. V tomto Þlánku se budeme výnovat analýze vtokové soustavy.
Proces poptávky formy zaÞíná zasláním hotového designu dílu s informacemi o plastovém materiálu a po×adavk¨ na vzhledové resp. funkÞní Þasti dílu do nástrojárny. Trendem nýkterých dodavatel¨ je velmi rychlé zaslání návrhu vyrobitelnosti (DFM) s variantami pozic vtok¨, ový°ením odformovatelnosti (odformovací úhly), pozic vyhazovaÞ¨ Þi tahaÞ¨ s maximálním respektováním designu dílu navrhnutého zákazníkem. Nechybí ani pozice studených spoj¨, které °eší spíše estetické nároky na díl. Co však analýza výrobce formy ne°eší je pevnost studených spoj¨, mo×né další vzhledové chyby, reálné deformace a jejich p°íÞiny. Velmi Þasto ve snaze získat zakázku jsou v simulaci pou×ity nereálné parametry vst°ikování. Nap°. naplnýní výlisku bu´ velmi rychle za desetinu optimálního Þasu, aby materiál zatekl i do nejtenÞích stýn, anebo extrémný pomalý vst°ik, aby se sní×ily tlaky, p°ípadný je nastavená teplota taveniny vysoko nad reálnou hodnotou s cílem sní×it uzavírací sílu, zredukovat poÞet vtok¨, apod.
Na základý týchto podklad¨ vznikne forma, která v praxi m¨×e mít velké mno×ství problém¨. Její odladýní trvá dlouho, je nákladné, musí se udýlat nároÞné úpravy a v nejhorším p°ípadý je nutné ji vyrobit znovu. P°itom by staÞilo být skuteÞný odborným partnerem svému zákazníkovi. Namísto slepého uznání po×adavk¨ zákazníka je t°eba poukázat na nedostatky designu dílu, nepromyšlené nároky, které díl v koneÞném d¨sledku nepot°ebuje, resp. jiné po×adavky (pozice a poÞet vtok¨, respektování vlastností materiálu apod.).
 | |
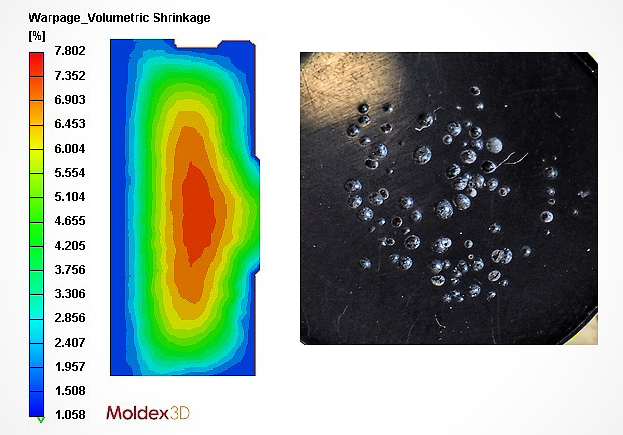
Obr.1: Velká lokální tloušØka stýny zp¨sobuje porozitu hotového výrobku (obr. vlevo – velké objemové smrštýní v tlustostýnné oblasti, obr. vpravo – porozita materiálu uvnit° tlustostýnné oblasti dílu vlivem velkého objemového smrštýní) |
P°íkladem je konstrukce jednoduchého dílu, kde bylo porušeno nýkolik zásad správného designu plastového výlisku, doplnýná chybami konstrukce formy. Nejprve designer dílu nedodr×el základní pravidla o tloušØce stýny výlisku a konstruktér formy navrhl poddimenzované pr¨mýry vtok¨ s velmi malým ústím vtoku a navíc s nesprávnou pozicí na výlisku. Výsledkem je chybný výlisek s propadlinami, porozitou (viz. obr.1) a šmouhami (viz. obr.2). Po vyhodnocení situace byla zákazníkovi doporuÞená zmýna designu. Navzdory protest¨m ohledný termínu zaÞátku výroby (SOP za 2 týdny) po prový°ení návrh¨ vyplývajících ze simulace koncový zákazník sám na jejich základý upravil design dílu a dal si ho opýtovný prový°it výpoÞtem. Nové °ešení bylo bezchybné. KoneÞné náklady za opravu formy byly na úrovni 10% z ceny formy. V ka×dém p°ípadý niךí, ne× p°ípadné reklamace zp¨sobené praskajícími výlisky vlivem porozity, resp. znehodnoceným vzhledem výlisku.
 | |
Obr.2: Poddimenzovaný pr¨mýr ústí vtoku zp¨sobuje degradaci materiálu – povrchové šmouhy |
Dalším velmi Þastým problémem je volba pozic horkých trysek a jejich Þasování p°i kaskádý. Snaha po sní×ení prvotních náklad¨ p°i výrobý formy vede k maximální redukci poÞtu trysek, co× vede k vysokým plnícím tlak¨m spojeným s tvorbou tzv. lesklin povrchu a neumo×‗uje správné naÞasování otevírání kaskády – vytvá°ejí se tlakové Þáry na povrchu. Proto×e výmýna horkého systému je velmi vysokým nákladem (°ádový desetitisíce €), °eší se to následný lakováním (dodateÞné náklady na lakování), manuální úpravou povrchu výlisku (dodateÞné náklady na pracovníka), anebo v lepším p°ípadý dohodou se zákazníkem na niךí kvalitý vzhledu povrchu (akceptace menších propadlin, viditelnost studených spoj¨, apod.), co× m¨×e vést i ke ztrátý stupný kvality dodavatele. Stanovením správného poÞtu a rozmístýní trysek horkého systému se zjednoduší nastavení vst°ikovacích parametr¨ p°i spuštýní standardní produkce. Stabilnýjším °ešením, které je v souladu se souÞasným trendem Pr¨mysl 4.0, je pou×ití tlakových senzor¨ na Þasování otevírání jehel horkých vtok¨. Takovéto °ešení p°ináší reálné otevírání jehel zohled‗ující výkyvy procesu výroby (kolísání kvality taveniny, zmýny šar×e materiálu apod.). Na jednoduché lištý dlouhé 900 mm o tloušØce 2,2 mm, co× je dnes standard pro interiérové díly, je ilustrovaný vliv poÞtu a pozic trysek na vznik tlakové Þáry a nár¨st tlaku, který m¨×e vyvolávat vznik tzv. „lesklin“. Sledovaný byl vliv okam×iku otev°ení trysky na profil rychlosti Þela taveniny a spot°eba plnícího tlaku. Pro 900 mm lištu je mo×né pou×ít 3 – 5 trysek. Všeobecný trend je pou×ít co nejméný trysek kv¨li šet°ení náklad¨.
 | |
Obr.3: Modely rozmístýní trysek pro kaskádové vst°ikování |
Prový°eny byly t°i modely (viz. obr.3):
Model 1 - t°i trysky s rovnomýrnou vzdáleností ¼ délky dílu
Model 2 - t°i trysky se vzdáleností zohled‗ující pozdýjší otevírání jehel
Model 3 - pýt trysek s optimalizovanou vzdáleností na tlak a otevírání jehel
U modelu Þ. 1 se stejnomýrnou vzdáleností trysek dochází ke zmýný rychlosti Þela taveniny p°i otev°ení krajních trysek. To se projevuje vznikem tlakové Þáry resp. zmýny odstínu odlesku (viz. obr.4). Tlak je vyrovnanýjší u modelu Þ. 2 díky optimalizaci otvírání jehel. Pozdýjší otvírání jehly zabra‗uje prudkému nár¨stu rychlosti taveniny a tím i ne×ádoucímu jevu za vzniku povrchových vad. Podobný je tomu u modelu Þíslo 3 s pýti tryskami.
Nejmenší nár¨st tlaku a tím také nejniךí nebezpeÞí vzniku „lesklin“ je u modelu s 5-ti tryskami. Optimalizací poÞtu a pozice trysek horkého vtokového systému a zohlednýním pou×itého materiálu je mo×né efektivný p°edcházet nekvalitý výrobk¨ a sní×it náklady spojené s dodateÞnou úpravou výlisk¨ Þi formy, resp. p°edcházet mo×né ztrátý zákazníka.
 | |
Obr.4: Typy vzhledových vad: lesklina (vlevo), povrchová Þára (uprost°ed), zmýna lesku povrchu (vpravo) |
 | |
| Obr. 5: Z ¥ava: Profil vst°ikovacího tlaku p°i plnýní dutiny formy u modelu 1 (Þervená Þára) a u modelu 2 (zelená Þára): delší dráha toku taveniny z druhé trysky u modelu 2 vyvolává vyšší spot°ebu tlaku. Profil vst°ikovacího tlaku p°i plnýní dutiny formy u modelu 1 (Þervená Þára) a u modelu 3 (zelená Þára): výtší poÞet trysek sni×uje celkovou spot°ebu tlaku a úÞinnýjší je i p¨sobení dotlaku, co× pomáhá p°i odstra‗ování propadlin. |
Závýr:
Zapojení simulaÞního softwaru Moldex3D ji× do rané fáze nových projekt¨ umo×‗uje získat dostateÞnou jistotu p°i interních rozhodovacích procesech. Pro konstruktéry je výhodná jeho implementace do CAD softwar¨ NX, Creo, SolidWorks a SolidEdge, p°iÞem× pracovat doká×e bez problém¨ i s celou °adou dalších CAD datových formát¨. Moldex3D slou×í zejména pro ový°ení designu dílu a formy, ale m¨×e také následný pomoci p°i hledání p°íÞin problém¨ s kvalitou výroby. Výstupy ze softwaru tak pomáhají konstruktér¨m a výrobc¨m forem p°i optimalizaci (geometrie dílu/dutiny, design chladicích systém¨, umístýní, rozmýry a poÞty vtok¨ atd.), p°ípadný i technolog¨m p°i °ešení výrobních problém¨ a redukci výrobních Þas¨. Díky p°esným a spolehlivým výsledk¨m se stal simulaÞní software Moldex3D základem pro dobrou kvalitu finálních výlisk¨.
- autor:
- SimulPlast s.r.o.
-

SimulPlast s.r.o.
Design a konstrukce forem, simulace, anal²zy, ÜkolenÝ na vst°ikolisy, seminß°e z oblasti vst°ikovßnÝ plast¨, zkouÜky a testovßnÝ plast¨.
- www.simulplast.sk
- Na Letisko 2129/28, Poprad
Mohlo by vßs takÚ zajÝmat
-

Konfigurßtor vibraÞnÝch zßsobnÝk¨ a podavaÞ¨ na mÝru od Vibrofeed - MTR s.r.o.
Vibrofeed - MTR s.r.o. se zab²vß nßvrhem a v²robou kvalitnÝch vibraÞnÝch podßvacÝch a t°ÝdicÝch systÚm¨ pou×Ývan²ch pro automatizaci proces¨ v r¨zn²ch pr¨myslov²ch...
-

SpoleÞnost MAPRO Group se stala v²hradnÝm distributorem globßlnÝho e-shopu MOULDSHOP na slovenskÚm a ÞeskÚm trhu
MAPRO Group se stßvß v²hradnÝm distributorem e-shopu MOULDSHOP pro slovensk² a Þesk² trh v roce 2024. Mouldshop.cz nabÝzÝ Üirok² sortiment komponent¨ pro nßstrojß°sk² a plastikß°sk² pr¨mysl. Kromý toho je spoleÞnost MAPRO SLOVAKIA takÚ v²hradnÝm distributorem vst°ikovacÝch stroj¨ HAITIAN...
-

MORETTO p°edstavÝ svÚ inovace na veletrhu plast¨ FAKUMA 2024
Fakuma, veletrh pro plastikß°sk² pr¨mysl, se i letos uskuteÞnÝ od 15. do 19. °Ýjna v nýmeckÚm Friedrichshafenu. D¨le×itß udßlost pro zpracovatele plast¨ se v×dy zamý°ovala na v²voj trhu a hledßnÝ nov²ch exkluzivnÝch a konkurenceschopn²ch °eÜenÝ vyznaÞujÝcÝch se pokroÞilou ·rovnÝ technologie a...
-

Sumitomo (SHI) Demag: zmýna vnÝmßnÝ produktivity
Vzhledem k tomu, ×e Þeskß aáslovenskß ekonomika je do znaÞnÚ mÝry zßvislß na v²vozu zpracovatelskÚho pr¨myslu a obchodu, je prioritou v²robnÝho segmentu produktivita. David Svoboda, generßlnÝ °editel spoleÞnosti Sumitomo (SHI) Demag Plastics Machinery ╚esko spol. s r.o., analyzuje, co vede...
-

Skvýlß alternativa ke zkuÜebnÝm barvßm pro kontrolu kvality od spoleÞnosti Anamet s.r.o.
- 25.09.2024
- Stroje, p°Ýstroje a za°ÝzenÝ
- Kontrola kvality
SpoleÞnost DataPhysics Instrumenst uvedla na trh svýtový prvnÝ p°enosn² analyzßtor kontaktnÝch ·hl¨ PCA 200 - plný autonomnÝ za°ÝzenÝ pro stanovenÝ povrchovÚ energie na jedno kliknutÝ. Byl vyvinut jako alternativa ke zkuÜebnÝm inkoust¨m pro kontrolu kvality v²roby. PCA 200 umo×nuje nedestruktivnÝ...
-

SpoleÞnost TOOL-TEMP CZ s.r.o. p°edstavuje novou temperaÞnÝ jednotku MATIC Water 160
- 24.09.2024
- Stroje, p°Ýstroje a za°ÝzenÝ
- MSV Brno
UvedenÝm nov²ch model¨ MATIC Water 160 12 B a MATIC Water 160 24 B nastavuje Üv²carskß spoleÞnost Tool-Temp AG se svou produktovou °adou MATIC novÚ standardy v oblasti technologie regulace teploty i v oblasti tlakov²ch vodnÝch temperaÞnÝch...
-

P°ednÝ simulaÞnÝ nßstroj CAE Ultrasim« slavÝ 25 let pr¨kopnictvÝ v oblasti virtußlnÝho in×en²rstvÝ pro zßkaznÝky
- 19.09.2024
- Stroje, p°Ýstroje a za°ÝzenÝ
- Simulace vst°ikovßnÝ
DÝky jedineÞn²m a p°esn²m simulaÞnÝm metodßm, rozsßhl²m materißlov²m dat¨m a webov²m slu×bßm p°edstavuje poÞÝtaÞem podporovanÚ in×en²rstvÝ (CAE) Ultrasim« bezkonkurenÞnÝ nabÝdku pro zßkaznÝky spoleÞnosti BASF. SpoleÞnost BASF byla v roce 1999 pr¨kopnÝkem v integraci simulacÝ pro plasty a polo×ila...

-

WITTMANN BATTENFELD p°edstavuje na veletrhu Fakuma 2024 energeticky ·spornou a vysoce v²konnou vst°ikovacÝ technologii
SpoleÞnost WITTMANN BATTENFELD p°edstavÝ sv²m nßvÜtývnÝk¨m na veletrhu Fakuma od 15. do 19. °Ýjna na svÚm stßnku 1204 v hale B1 pod heslem Performance & Efficiency vysoce v²konnou vst°ikovacÝ technologii s minimßlnÝ spot°ebou energie. Tý×iÜtým prezentace je stroj SmartPower Combimould, kter² je...
-

motan p°edstavÝ na veletrhu FAKUMA 2024 perspektivnÝ °eÜenÝ pro efektivitu a udr×itelnost
Od 15. do 19. °Ýjna 2024 se na veletrhu FAKUMA sejdou vystavovatelÚ z celÚho svýta, kte°Ý se zab²vajÝ velk²mi v²zvami efektivity, ochrany zdroj¨ a udr×itelnosti. SpoleÞnost motan, p°ednÝ spoleÞnost v oblasti materißlovÚho hospodß°stvÝ, p°edstavÝ v hale B1, stßnek 1111, novÚ rozÜÝ°enÝ svÚho...
-

ENGEL p°edstavuje nejvýtÜÝ vst°ikovacÝ stroj na svýtý v technickÚm centru
- 19.08.2024
- Stroje, p°Ýstroje a za°ÝzenÝ
- Vst°ikovacÝ stroje
SpoleÞnost ENGEL AUSTRIA GmbH rozÜÝ°ila svÚ technickÚ centrum v rakouskÚm St. Valentinu o jeden z nejvýtÜÝch vst°ikovacÝch stroj¨ ze svÚho standardnÝho portfolia: duo 5500 combi M. Se svou uzavÝracÝ silou 55 000 kN se jednß o zdaleka nejvýtÜÝ stroj technickÚho centra na svýtý, kter² mý°Ý 32 metr¨...

.gif)

Plastikß°sk² slovnÝk
